2024香港正版资料大全
电话:0515-82285988
传真:0515-82285908
销售热线:18861935988
技术热线:13905114003
地址:江苏省射阳经济开发区沿河东路86号(2路、6路公交车,交警大队下即到)
网址:
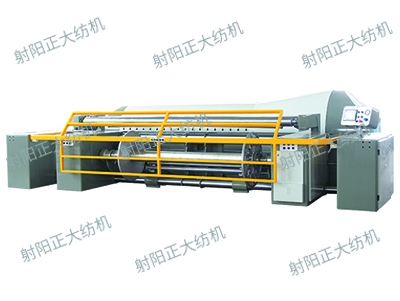
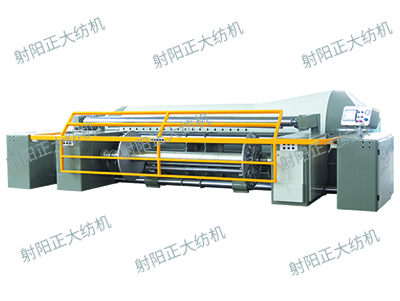
分条整经机加捻程度的高低影响纱片的厚度
分条整经机由过去的机械式传动与控制发展到现代的机械式传动与微电脑控制,因此,工艺设计也有了质的改变。原有分条整经机定幅筘的移动速度是有级变化的,因此为了得到良好的整经成形,一般以调节合适的斜角板倾斜角来满足要求。分条整经机其核心要点是整经过程中,经纱的张力一致性。
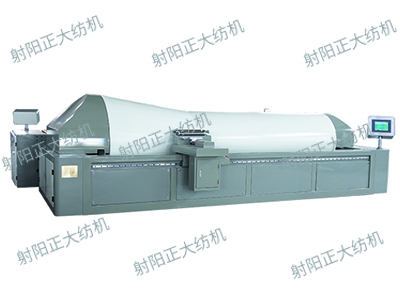
如果整经张力大,经纱就能绕得密实,因而每层的厚度就小,如果纱线的名义细度和实际细度有差异,则意味每层纱线的厚度也不同。如果纱线经过了加捻,那么加捻程度的高低,也影响纱片的厚度,况且纱线的油剂处理含量、染色的色泽不同,往往造成摩擦系数不同,导致张力差异。因而在实际生产中,横移量的计算是不容易,会有很大变化,对确定生产工艺带来困难。
如果分条整经机没有相应的测量装置,整经的横移量计算是依据经验而定,但即使纤度完全相同,如果上油量不同,摩擦系数也将不同,导致整经张力不同,也会影响整经卷绕密度的不同,导致横移量计算不准。况且,标称的纱线细度相同,并不表示实际纤度相同,一般会有百分之1~2左右的差异,因而横移量应该也不相同。
在实际生产过程中,横移量的计算,或者一旦发现横移量计算有误,是否可以进行及时修正,一直是使用分条整经机厂家困惑的问题。而生产浸胶后后加工,以及橡胶输送带用帆布的生产,其核心要求保证帆布的纵向张力的一致性,不允许左右出现张力差异。